|
Pneumatic controls ensure safe and precise molding.
Molded composite parts are commonplace in products ranging from boat hulls and hot tubs to storage tanks and wind turbines. However, regulatory pressures are impacting the composites manufacturing process, and that has producers turning to pneumatic controls.
“Traditionally, fiberglass and composite parts have been made in an open-molding process,” explains Jeff Austad, vice president of distribution and specialty sales for Magnum Venus Plastech (MVP), a Clearwater, Fla.-based manufacturer of pumping and meter-mix equipment used in composites production. Typically, workers spray a gel-coated mold with a mixture of catalyzed resin and glass fibers, then the part is oven-cured, cooled, and removed from the reusable mold.
|
Over the last couple of decades, regulations have gotten a lot tougher regarding worker exposure to hazardous materials such as styrene, as well as emissions of noxious fumes into the environment, says Austad. Safety concerns have grown, too. The resins are flammable, so minimizing fire hazards and, in turn, insurance costs, are also taking center stage.
That has spurred a move to closed-mold processes. As the name implies, instead of spraying material to make a part, the resin and other constituents are injected into a closed and sealed mold. Versions of this process include resin-transfer molding (RTM), light RTM (vacuum-assisted), vacuum-infusion molding, and closed-cavity bag molding.
Closed molding lowers emissions, says Austad. It results in a much cleaner work environment and reduces the need for protective clothing, respirators, and expensive ventilation systems. |
Flammability concerns have composites manufacturers
opting for air logic over electrical controls. |
|
The automated process also reduces manual labor and improves part quality dramatically, he explains. “Open-molded parts might vary by 15 to 20%, depending on the skill of the operator, and that can generate considerable waste. Closed molding takes that out of the equation by injecting the same amount of resin into the mold every time, resulting in minimal trim waste and less finishing after the part is made,” says Austad.
The Innovator II controls meter/mix dispensing for closed-molding applications.
Closed molding better controls component thickness and produces a higher-quality part that’s smooth and shiny on both sides, he adds. In open molding, on the other hand, one side of the part usually has a rough, unfinished surface.
But closed molding requires precisely controlled metering and mixing of the resin and catalyst, as well as the amount of catalyzed resin injected into the mold. Although it’s possible to use PLC-based controls with flow meters, because the resins are flammable that would require explosion-proof electrical systems which are quite expensive. Instead, MVP’s engineers opted for all-pneumatic controls using valves and air logic components from Cincinnati-based Clippard Instrument Laboratory.
|
 |
Pneumatic controls
The Innovator II control box is an air logic panel with no electronics. It is used primarily with MVP’s Patriot mix/meter dispensing system, its newest generation of resin dispense systems. The Innovator II is specifically designed for closed-molding applications, including RTM, light RTM, and infusion molding, explains Tim DeLuca, vice president of MVPs RTM Division. The Innovator II is assembled and fully tested prior to shipment by Clippard distributor AOP Technologies, Auburn, Wash.
This meter-mix system delivers precise quantities of resin and catalyst to the mixing head, automatically blends them, and then injects the mixture into the mold. The pneumatic controls perform three major tasks, explains DeLuca. The first is to repetitively inject the same shot size into the same cavity every time, eliminating guesswork on the part of the operator. Once user-designated injection parameters have been reached, a counter circuit shuts off injection at a predetermined pulse count.
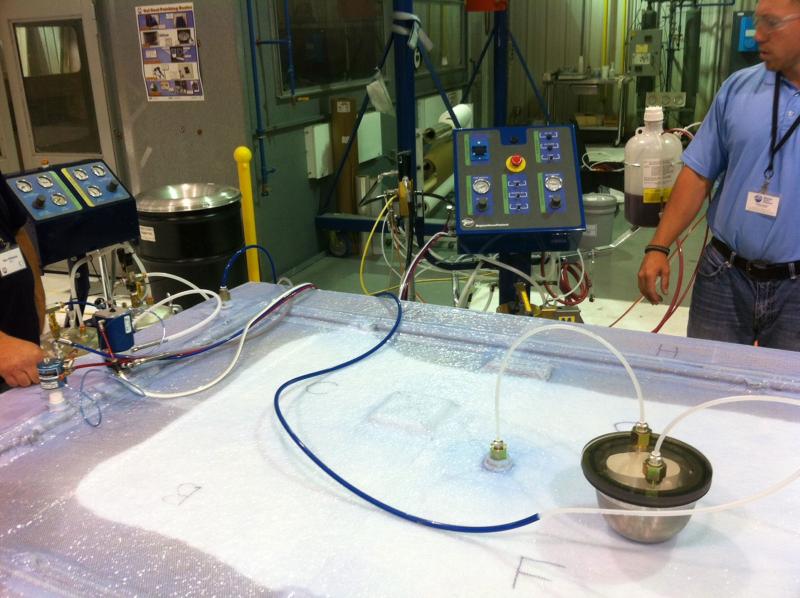
The control’s second function is to manage injection input pressure and prevent overpressure conditions which could blow out clamps or resin seals, says DeLuca. A pneumatic switch – called a PV switch – can be mounted in the mold for closed-loop control. “The PV switch is a self-contained feedback device that senses resin pressure in the cavity,” says DeLuca. “When the switch trips, it removes the run signal from the control box and closes the mix heads and stops the pumps. Once the pressure is reduced, the switch turns back on and resumes the injection cycle.”
“Customers who require higher precision, say for aircraft or automobile parts held to tight tolerances, are more likely to want this option,” notes Austad. Overpressure can damage the mold or result in parts with inconsistent thickness. So sensing pressure lets the controller slow down the pump or shut off the injector, or both.
|
|
The last, and perhaps most important, function is the control interlock system. At no time can the operator accidently push the wrong button and botch the process. During certain cycles of the machine, other functions are locked out and not usable. This prevents costly mistakes, says DeLuca.
Accurate delivery
Precise metering was a key during development of the Patriot to ensure a catalyst-to-resin variance ratio of 1% or less. An air motor drives the resin pump, and a slave arm connects the catalyst pump. In this way, the catalyst pump is directly slaved to the resin pump, ensuring accurate metering as both catalyst and resin are delivered to the mix head.
The air motor uses line-pressure pilot valves, which shift a 4-way valve spool to reverse the pump. Keys for fast pump reversal are a light spring load on the pilots and large exhaust ports on the 4-way valve. Also, the air cylinder has a 2-in. stroke to minimize the volume of air that must exhaust when the pump reverses. Older versions used 4 and 6-in. stroke cylinders, which take longer to exhaust due to the greater volume of compressed air. All this adds up to fast pumping action with a quick change in direction.
A low-friction seal configuration is used on the closed-molding, low-pressure system along with a balanced power ratio pneumatic drive. These features ensure very uniform material delivery at both high and low flow rates, says DeLuca.
By changing to a larger air motor and using the same fluid section, the Patriot can also be used for high-pressure spray. One of the most challenging processes involves spraying polyester gelcoats which are thick and contain abrasives. Even in these more-difficult applications, the Patriot’s wear-resistant seals and parts have been a great success, comments DeLuca.
Innovative design
The Innovator II is based on controls originally built in the United Kingdom for a specific model of MVP’s meter/mix equipment. It used European-standard components and metric tubing. “We wanted an ‘Americanized’ version for North America with Clippard valves, standard tubing, and other components that are readily available,” says Austad. And they wanted to the controls to work with a variety of the company’s equipment.
Looking to build in greater versatility and functionality to the controls, engineers from MVP and AOP Technologies made some key improvements, notes DeLuca. “We changed all the control lines to 1/8-in. OD to get faster reaction times on the circuits. All of the valves that actually control outside sources were upsized to allow for more flow so that we could use longer trigger lines outside the box,” he says.
“Using standalone brass valves from Clippard, we arranged the valves into ‘banks.’ Four of the valve banks are pretty much complete circuits, to ease troubleshooting. The fifth is an overall control circuit with a set of flow controls for system tuning. Some redundancies were removed and common valves were used whenever possible to reduce the number of different parts,” notes DeLuca.
Another important feature is that the solvent flush system cannot back up into the air supply system and ruin the entire controller. A ‘sacrificial’ valve was added to the circuit to prevent this.
In addition to converting to inch-size fittings and tubing, the plumbing was streamlined and secured with clips for a better appearance and easier troubleshooting. Plus, all 70+ lines and valves are labeled for identification versus the schematic.
Finally, the control box is configured for remote-control pendant operation, multiple feedback devices, and different styles of mix-meter equipment.
Ensuring reliability
While the box is designed primarily for the North American market, MVP’s machines are shipped all over the world. This makes reliability, along with minimal maintenance, essential, according to Austad. “From MVP’s standpoint, we have used Clippard products in our pumping systems for many years, with good results,” he says. The design relies on standard components and Clippard has worldwide distribution. “So in case there is a problem, users can go to their local distributor and get it repaired and up and running as soon as possible.”
“Because of proven reliability and durability of the Clippard air-logic valves, we expect these systems to be trouble-free for many years,” adds DeLuca. “Other than cleaning the input air filter, no maintenance is required.”
Because of the number of air-logic components, the plumbing is quite complex. To eliminate any confusion or uncertainty during production, AOP Technologies builds and tests the control panels under ISO 9001-2008 guidelines. “Our technicians closely follow well-documented assembly and test instructions, which ensures the customers are getting the same product every time,” says John Wilkinson, the company’s sales manager.
“AOP Technologies has done a wonderful job on this panel, it is clean and well-marked. Along with that, their testing procedure ensures that we get a product that is the way we intended it to be and is well perceived by MVP’s customers,” says DeLuca.
For more details on Magnum Venus Plastech, visit www.mvpind.com.
And for info on AOP Technologies, visit www.aoptec.com.
|





